五金弹片模具下机注意事项与塑胶制品生产规范
在现代制造业中,五金弹片模具和塑胶制品的生产环节紧密相连。模具下机是生产流程中的关键节点,若操作不当,不仅影响产品质量,还可能造成设备损坏或安全隐患。本文从五金弹片模具下机的注意事项入手,并结合塑胶制品的生产特点,提供一套规范的作业指南。
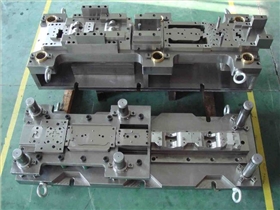
一、五金弹片模具下机注意事项
- 停机前的准备工作
- 在模具下机前,需确认生产任务已完成,设备处于安全停机状态。关闭电源并挂上“禁止操作”警示牌,防止误启动。
- 检查模具是否有残留物料或损坏迹象。若有塑胶制品残留,应先清除,避免影响模具寿命。
- 模具拆卸与搬运
- 使用专用工具(如吊装设备)拆卸模具,严禁直接用手拉扯,以防划伤或变形。对于五金弹片模具,因其结构精密,搬运时需轻拿轻放,避免碰撞。
- 拆卸后,及时清理模具表面油污和碎屑,并用防锈剂处理,防止氧化。若模具用于塑胶制品生产,还需注意清除塑胶残留物,确保无堵塞。
- 存储与维护
- 将模具存放在干燥、通风的环境中,远离腐蚀性物质。建议使用防护罩覆盖,并定期检查存储条件。
- 建立模具维护记录,每次下机后记录使用情况和潜在问题,便于后续追踪和改进。
二、塑胶制品生产中的关联注意事项
五金弹片模具常应用于塑胶制品的成型过程(如注塑模具中的弹片组件),因此需结合塑胶特性优化操作:
- 温度控制:塑胶材料对温度敏感,下机前应确保模具温度降至安全范围,避免热应力导致变形。例如,若模具用于生产ABS塑胶件,需冷却至室温后再处理。
- 清洁要求:塑胶制品易产生飞边或粘模,下机后必须彻底清洁模具型腔,使用非腐蚀性清洁剂,防止影响后续产品质量。
- 质量检查:下机时随机抽查塑胶制品样品,检查是否有缺料、缩水或弹片功能异常,及时调整模具参数。
三、总结
五金弹片模具下机不仅是生产结束的环节,更是保障模具寿命和塑胶制品质量的关键。通过规范操作、定期维护和跨流程协作,企业可减少停机时间,提升生产效率。建议制定标准作业程序,并加强员工培训,确保每一步骤都符合安全与质量要求。
如若转载,请注明出处:http://www.21035756.com/product/21.html
更新时间:2026-06-11 13:43:58









